C扫描检测应用范围
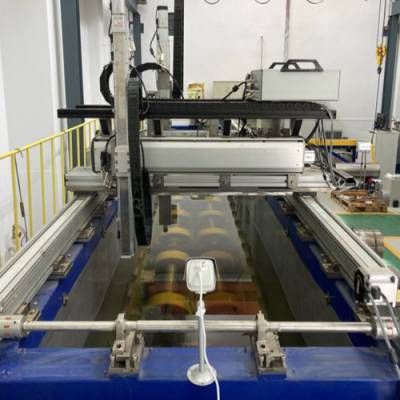
超声波C 扫描技术是将 超声检测与微机控制和微机进行 数据采集、存贮、处理、图像显示集合在一起的技术。超声波C 扫描系统使用计算机控制超声 换能器(探头) 位置在工件上 纵横交替搜查,超声C扫描探伤生产厂家,把在探伤距离特定范围内(指工件内部) 的反射波强度作为 辉度变化并连续显示出来,可以绘制出工件内部缺陷 横截面图形。这个横截面是与超声波声束垂直的,即工件内部缺陷横截面,在计算机显示器上的纵横坐标,分别代表工作表面的纵横坐标。
C扫描检测作用
如今铸件已经广泛应用在航空和航天,包括铝合金,镁合金钛合金和高温合金等行业。与铸造和毛坯加工以形成工件相比,铸件成本低并且可以形成非常复杂的形状,这对于加工技术而言是困难的。大多数铸件都有缺陷,超声C扫描探伤多少钱,有些甚至严重到影响整个铸件的性能。因此,必须执行无损检测以确保其质量。
对于铸件的内部质量检查,成熟和常规的方法是胶片X射线照相。常见的铸件内部缺陷包括收缩孔隙率,收缩孔隙率,超声C扫描探伤报价,气泡和夹杂物。根据射线照相结果,对铸件的内部缺陷进行分类,并判断合格与不合格。
c扫描原理主要应用范围
· 晶元面处脱层 · 锡球、晶元、或填胶中之裂缝 · 晶元倾斜 · 各种可能之孔洞(晶元接合面、锡球、填胶…等) · 覆晶构装之分析 德国KSI声扫描显微镜C-SAM(SAT)世界***的机器 WINSAM Vario III 声扫描显微镜 1~500MHz ● 非破坏性材料内部结构测试 ● 快速的超声波频率设置 ● 全新的操作软件简单易用 ● 紧凑的模块化设计 ● 广泛应用于半导体工业,材料测试,生命科学等领域 非破坏性失效分析: 视觉效果 定量分析 自动控制 -3D形貌再现 -同时观察多个层面 -显示样品的机械性能(硬度,密度,超声C扫描探伤,压力等) -实时超声波飞时图表(A-Scan) -纵向截面图像(B-Scan) -XY图像(C-Scan, D-Scan, 自动扫描, 多层扫描) -***个监视器便于图像的观察和操作 -失效统计 -柱状图显示 -长度测量 -膜厚测量 -多方式图像处理 -超声波传输时间测量 -无损伤深度测量 -数字信号分析 -相位测量 -自动XYZ扫描 -自动存储仪器参数 -运用分层运算方法进行自动失效鉴别 -自动滤波参数设置 -换能器自动聚焦 -高分辨率下自动进行高速扫描